Customer Challenge
Customer Challenge
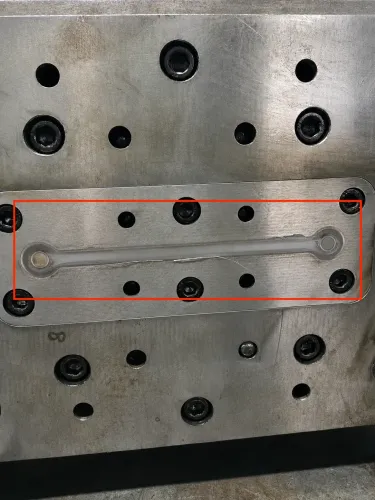
The customer was a leading Chinese automotive powertrain and turbocharger component supplier. On a stamped turbocharger vent valve plate, parts made from the original supplier’s material showed persistent burrs along the formed edge.
The issue was not only cosmetic. Burrs required manual deburring, added rework, increased production uncertainty and reduced confidence in the existing material route.